商品紙箱包裝
禮品彩色紙箱包裝
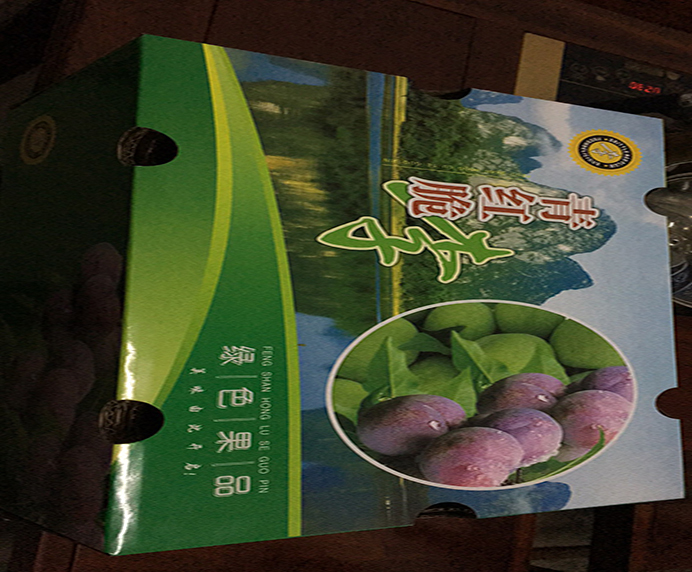
紅李包裝紙箱
配件紙箱包裝
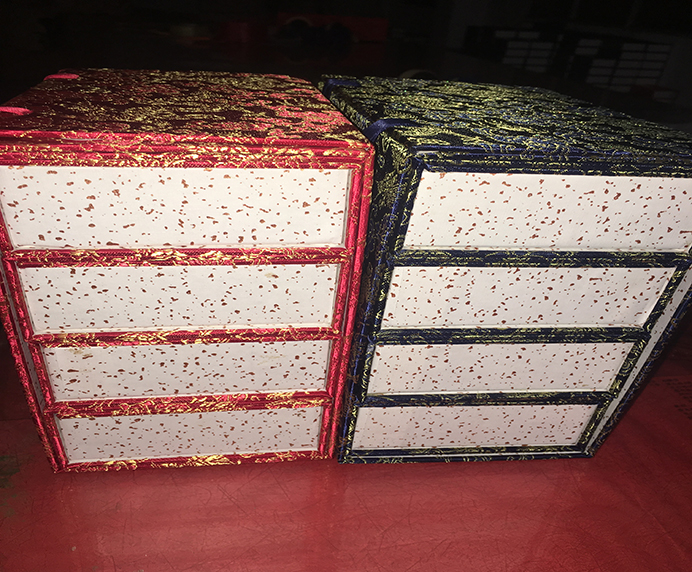
精品禮盒紙箱包裝
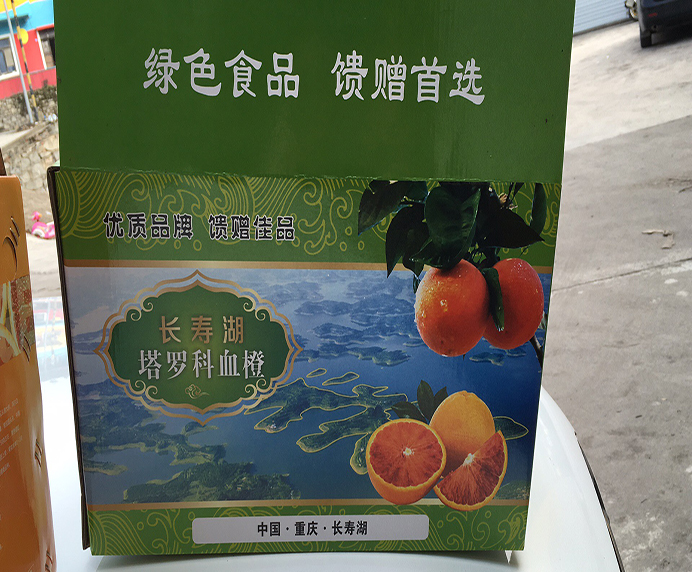
血橙紙箱包裝
水果紙箱包裝
熱門搜索:重慶紙箱廠家 重慶紙箱包裝 重慶紙箱批發(fā)
友情鏈接:重慶彎鋼玻璃 重慶塑膠跑道